– Gerardo de Leon, Microinnova
I recently joined Microinnova, one of the leading companies in continuous chemical processing and process intensification with 15 years of experience in this field.
Microinnova offers process development and plant engineering by applying flow technology. The company provides services regarding the conversion of processes from batch to continuous manufacturing, does feasibility studies on continuous lab plants, scales up processes to a pilot and production scale and finally builds the manufacturing plants.
But what does this mean? For instance a few months ago, one of our colleagues described his experience at a chemical plant he had previously visited. He was impacted by the sheer magnitude of a batch reactor and what it meant to maintain and clean up such equipment, especially from the time perspective. He also described the potential benefits of continuous manufacturing.
Well… Transferring batch protocols to a continuous process would be the area of expertise of Microinnova. The batch process would be redesigned (to a continuous one) and optimized in order to benefit from innovative intensification technologies. In order to achieve this goal, Microinnova uses a staged development approach giving a profound decision basis to the industry.
- Process design

In the first phase, theoretical data is collected in order to determine critical parameters, process bottlenecks and limitations, which need to be intensified. Additionally the process design phase includes first information about the targeted production plant, including a first process flow diagram, the main equipment and an estimated price.
- Chemical and technical feasibility
In the second phase, the process is tested towards its feasibility, which means running experiments on a continuous lab plant setup.
- Optimization and pilot phase
In this phase, the process is optimized on scalable equipment and the estimated plant price is refined.
- Plant phase
Last phase consists on the basic engineering, detailed engineering, plant construction, delivery and commissioning of the continuous manufacturing plant.
Running chemical reactions in a continuous process rather than in a batch process, facilitates the transition between the lab and the scale up of the process.3 Besides the scale up benefits, flow chemistry has other benefits like: Increased mass and heat transfer, mixing, pressure, between others.2
Shifting batch to continuous process is not a trivial task and many companies have difficulties upgrading their processes. The problems regard several factors like potential lack of experience and above all, internal structures. Processes are developed by chemists starting in the lab (batchwise), followed by a pilot plant, where engineers take over these processes, which are already predefined and consequently additional changes are limited.
Making and implementing changes is easier at an early stage of any project, not only from the effort perspective but also from the cost perspective. Therefore, if you want to be successful at implementing continuous processes into production, process engineers and chemists must work together from the start.
Industrial batch processes tend to mimic lab processes, in other words batch processes tend to be just a bigger lab equipment, where processes are separated in time and are performed sequentially one after the other. The same equipment is usually used for several reactions or process steps, such as cooling, heating, mixing, reaction, quenching, etc. On the other hand, continuous processes are separated in space (modules) and take place uninterruptedly and equipment is typically dedicated towards a specific function, which could be:
- Storage tanks
- Heat exchangers
- Mixing
- Reactor
- Quenching
- Separation/Purification
- Analysis
Other authors have classified the modules. For instance, Plutschack describes how a characteristic flow/continuous system can be depicted2:
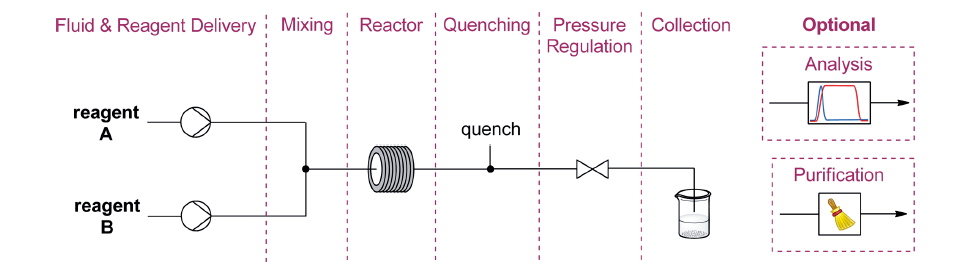
Figure 1: Zones of a standard two-feed continuous flow setup2
In the previous paragraphs, I have shortly described the company that I work for, how the transition from batch to continuous is performed and some of its benefits.
As part of the COSMIC project, I am working on a knowledge based strategy and technology methodology for process intensification, which will facilitate the selection of the equipment based on critical parameters, process limitations and bottlenecks, making it easier to transition from batch to intensified continuous processes.
Running tests at a lab scale requires a lot of effort which translates into time and costs. The selection of the equipment is based on experience and in some cases trial and error might be needed. Therefore having an approach strategy tool would aim at reducing time and freeing resources, which consequently leads to faster implementation times and increased competitiveness. The reason for shifting batch processes to continuous processes is reducing costs and maximizing benefits. These can be savings of raw materials, labour and safety related costs or a better position in the market due to higher product quality.
A project can be killed before it is even started if no data is provided regarding the economic benefits in a quantifiable manner, therefore knowing or estimating approximate costs at the beginning of a project is of big importance in order to build a good business case, which will be used later on by managers in order to decide which projects get funding and which ones are halted.
Cost estimation can be time consuming and if a project will not be able to provide economic benefits as expected, the time spent on the initial phase of the project is fruitless, at the end of the day time equals money. Therefore having a quick and easy method for estimating costs can be beneficial from the time and cost perspective.
Cost estimations can be classified in different classes, depending on the accuracy of the method and the definition of the project and AACE defines 5 different classes4. It is also possible to classify the level of effort which is needed between the class 5 (lowest accuracy) up to class 1 (highest accuracy), where class 1 could require an effort of up to 100 times more than class 51. Consequently it would be beneficial not to spend a lot of time at early stages, considering that not all projects see the light.
Cost estimations can be done using predefined equipment correlations or equipment factored models which enable quick approximations at early stages. These methods would classify as class 4 and would have an accuracy between -30% and +50% according to AACE classification.
As part of the project this method will be used for early plant cost estimations in order to test their applicability and compare batch, continuous and intensified process. It will also be possible to measure its accuracy and see the benefits regarding time reduction and as expressed before it would also reduce costs at an early stage. Some projects from COSMIC program could be analyzed using this approach in order to compare their economic benefits against “conventional” ways.
REFERENCES
- R. Dysert, “Sharpen Your Cost Estimating Skills”, Cost Engineering (Morgantown, West Virginia). 45. 22-30
- B. Plutschack, B. Pieber, K. Gilmore and P.H. Seeberger, “The Hitchhiker’s Guide to Flow Chemistry“, Chem. Rev. 2017, 117, 11796 – 11893
- Wegner, S. Ceylan and A. Kirsching, “Flow Chemistry – A key Enabling Technology for (Multistep) Organic Synthesis”, Adv. Synth. Catal. 2012, 354, 17 – 57
- AACE International, Recommended Practice 10S-90, Cost Engineering Terminology, AACE International, Morgantown, WV (latest)

